









Bienvenido al mundo del rectificado cilíndrico
¡Felicidades! Está un paso más cerca de obtener la máxima precisión, confiabilidad y acabado de superficies en su taller. Con las rectificadoras cilíndricas de UNITED GRINDING, contará con una capacidad de primer nivel en la fabricación de piezas cilíndricas.
Además, tendrá a UNITED GRINDING North America siempre a su lado. Tanto antes como después de la compra, compartimos nuestros conocimientos y apoyo para ayudarle a convertirse en el negocio que siempre ha querido ser.
Las piezas cilíndricas, fabricadas con experiencia y precisión, son la base de la fabricación moderna. Y en aplicaciones en las que la precisión simplemente no se puede poner en riesgo, los fabricantes confían en las máquinas rectificadoras cilíndricas de UNITED GRINDING.
Nuestras rectificadoras cilíndricas, compuestas por máquinas STUDER, SCHAUDT y MIKROSA, se adaptan a casi cualquier aplicación cilíndrica de diámetro interior o exterior, entre centros o con procesos sin centros. A menudo se implementan los husillos múltiples, la tecnología de ruedas múltiples y el acompañamiento de automatización para ofrecer a los talleres la productividad que necesitan para mantenerse por delante de la competencia.
Aplicaciones e industrias de rectificado cilíndrico
Independientemente de lo que fabrique, ya sean árboles de levas, piezas tipo brida, válvulas y colectores, actuadores electrohidráulicos o álabes de turbina, usted necesita la mejor combinación de velocidad, precisión y confiabilidad. La encontrará con UNITED GRINDING.

• Para aplicaciones de mandril de sujeción que necesitan flexibilidad y precisión
• Amplia gama de posibilidades para un rectificado interior exitoso
• Ver más detalles de la STUDER S110 ó S122

• Ideal para rectificado universal interior
• Múltiples husillos, ejes B automatizados, el control más avanzado
• Ver más detalles de la STUDER S121, S131, S141 ó S151

• Para cualquier industria que dependa de la producción rápida de componentes tipo eje
• Máquinas potentes para diámetros exteriores y simultáneas para diámetros exteriores e interiores
• Ver más detalles de la STUDER S11 ó S22

• Para el más alto nivel de precisión
• Ideal para la tecnología más avanzada del mundo, como los actuadores hidráulicos
• Ver más detalles de la STUDER Favorit, S31, S33 ó S41

• Para quienes trabajan con los materiales más duros del planeta
• Obtenga la potencia necesaria para fabricar y terminar esas piezas correctamente
• Ver más detalles de la S121 Radius, S131 Radius ó S141 Radius






Explore nuestras marcas de máquinas rectificadoras cilíndricas





Lo que dicen nuestros clientes del rectificado cilíndrico
"Trabajamos con piezas que requieren que mantengamos tanto una tolerancia general estrecha como una tolerancia de redondez aún más estrecha. Todo tiene que estar bien. Por eso optamos por las rectificadoras STUDER.
-Copen Machine
“Consideramos otras marcas rectificadoras, pero desde el punto de vista de la calidad, STUDER fue muy superior a las demás, especialmente en términos de precisión y software”.
-Bridge Tool and Die
"UNITED GRINDING vino a nuestras instalaciones y nos capacitó durante una semana por adelantado. Luego, después de usar la máquina durante un tiempo, volvieron durante otra semana una vez que sabíamos más sobre lo que estábamos haciendo y teníamos más preguntas".
-J&E Precision Tool
"STUDER tenía la repetibilidad necesaria para nuestros requisitos. La termoestabilidad de las máquinas garantiza que no tengamos que desechar piezas, lo cual es especialmente importante para nosotros con lotes de trabajo pequeños".
-J.H. Benedict Company
Los tipos más comunes de rectificado cilíndrico son el rectificado cilíndrico exterior, también conocido como rectificado OD (por sus siglas en inglés outer diameter), y el rectificado cilíndrico interior, también conocido como rectificado ID (por sus siglas en inglés internal diameter).
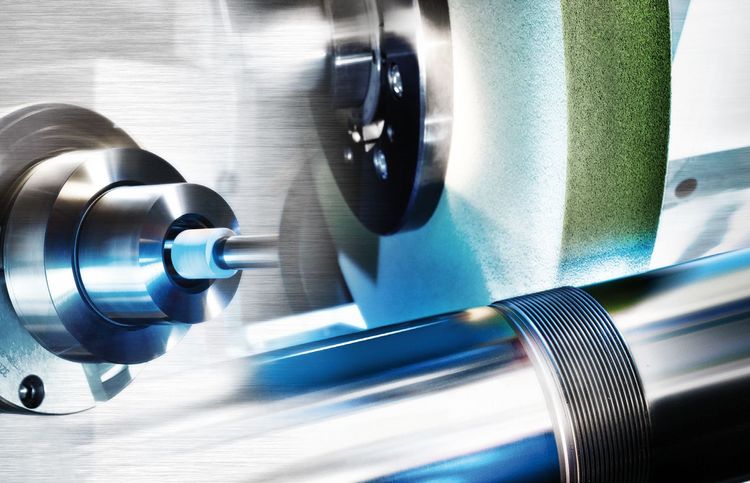
El rectificado cilíndrico exterior es el acabado de precisión de la superficie externa de una pieza. Tanto la pieza como la muela de rectificado giran durante la operación. La pieza suele sujetarse entre centros, pero también puede sujetarse por un solo extremo en una boquilla o mandril de sujeción si son piezas más pequeñas, o en aplicaciones en las que sea necesario rectificar también el extremo de la pieza.
El rectificado sin centros es un tipo de rectificado cilíndrico exterior específico en el cual, la pieza no se sujeta entre centros o en una boquilla de sujeción. La pieza se coloca entre la muela de rectificado y un disco regulable, con un soporte de trabajo o una cuchilla guía que sostiene la pieza en su lugar.
El rectificado cilíndrico interior es el acabado de precisión de las características internas de la pieza, incluyendo barrenos, radios, conos y esferas. Tanto la pieza como la muela de rectificado giran durante la operación, y la muela de rectificado debe ser más pequeña que la pieza interna que se está terminando.
El rectificado cilíndrico es uno de los procesos de mecanizado más precisos disponibles y es ampliamente utilizado en una extensa gama de industrias y aplicaciones. A medida que los consumidores exigen productos que tengan mejor desempeño y duren más, los fabricantes a menudo buscan el rectificado cilíndrico como una forma de ofrecer componentes individuales con mayor precisión.
Algunas industrias y aplicaciones que utilizan el rectificado cilíndrico exterior e interior son:
- Automotriz: componentes del motor, componentes del mecanismo de distribución, componentes de la transmisión, sistemas de dirección, componentes del turbocompresor
- Aeroespacial: Componentes de motor y turbina, rodamientos, tren de aterrizaje, válvulas de control hidráulico
- Dispositivos médicos: Herramientas quirúrgicas, prótesis de rodilla, prótesis de cadera, equipos dentales, motores de instrumentos quirúrgicos
- Industria energética: Ejes de rotor, componentes de transmisión, componentes de compresor
Fabricación de maquinaria: Husillos, rodamientos, portapiezas, portaherramientas, bombas, ejes de motor
Las diferencias más obvias entre el rectificado cilíndrico y el rectificado de superficies y perfiles se encuentran en la pieza y el herramental sujetador. Las piezas para aplicaciones de rectificado cilíndrico tienen un eje central de rotación, y tanto la muela de rectificado como la pieza giran durante el proceso de rectificado. Suelen sujetarse entre centros o por un extremo en una boquilla o mandril de sujeción.
Las aplicaciones de rectificado de superficies planas y perfiles utilizan una muela de rectificado giratoria para producir una superficie plana, un elemento o una forma de precisión en una pieza no giratoria. Las piezas suelen permanecer inmóviles durante el proceso de rectificado, sujetas por un mandril magnético (para piezas de hierro), un mandril de vacío, una mesa giratoria u otro dispositivo de sujeción.
Para obtener más información sobre el rectificado de superficies planas y perfiles, visite esta sección de nuestro sitio web.
El rectificado cilíndrico es capaz de lograr una precisión impresionante, permitiendo tolerancias submicrónicas en las circunstancias adecuadas. Pero las tolerancias posibles dependen en gran medida de la pieza, la aplicación y la configuración. Por ejemplo, es más fácil mantener tolerancias de diámetro más estrechas en una pieza de diámetro más pequeño en comparación con una pieza de diámetro grande.
Los rangos típicos de tolerancia de rectificado de diámetro exterior son:
- Tolerancias de diámetro: de menos de ±1 µm a ±10 µm (±0.00004" a ±0.00039"), en función del diámetro de la pieza
- Tolerancias de redondez: de 0.25 µm a 2.5 µm (±0.00001" a ±0.0001"), en función del diámetro de la pieza
- Acabado: de 0.10 µm a 80 µm (4 µin a 30 µin)
Los rangos típicos de tolerancias de rectificado interior son:
- Tolerancias de diámetro: de 0.10 µm a 80 µm (±0.00004" a ±0.00039"), en función del diámetro del elemento
- Tolerancias de redondez: de 0.25 µm a 2.5 µm (±0.00001" a ±0.0001"), en función del diámetro del elemento
- Acabado: de 0.10 µm a 80 µm (4 µin a 30 µin)
En UNITED GRINDING Norteamérica, nuestro equipo de ingeniería de aplicaciones trabaja con los clientes para determinar la mejor manera de lograr las tolerancias que requieren sus piezas individuales.
Sí, una máquina rectificadora cilíndrica puede rectificar piezas de trabajo no cilíndricas. En piezas con un eje de rotación central, se puede utilizar una máquina rectificadora cilíndrica exterior para crear formas no cilíndricas, como elipses, levas y cigüeñales.
Además, ciertas máquinas de rectificado cilíndrico se pueden utilizar para el rectificado de perfiles con el fin de crear formas y características. Esto resulta útil para rectificar polígonos y planos en piezas que, de otro modo, serían cilíndricas.
Una máquina rectificadora cilíndrica universal es más versátil que una rectificadora cilíndrica tradicional. Cuentan con múltiples cabezales de rueda ajustables, que ofrecen una mayor flexibilidad en comparación con las máquinas tradicionales con cabezales de rueda fijos.
¿Se puede completar el rectificado interior y el exterior en la misma máquina?
Sí, el rectificado interior y exterior se puede llevar a cabo en una misma configuración, siempre que se disponga de una máquina debidamente equipada. Por ejemplo, las máquinas rectificadoras STUDER de UNITED GRINDING soportan hasta cuatro ruedas con varias combinaciones de husillos para rectificado interior y exterior, lo que permite aplicaciones complejas en una sola configuración.
Existen muchas ventajas de combinar el rectificado exterior e interior en una sola máquina. Al eliminar múltiples configuraciones, se reduce la manipulación de las piezas durante la producción, lo que se traduce en una mejor calidad de la pieza, una reducción del tiempo de producción y una disminución de los costos totales.
Muchos talleres adquieren una máquina rectificadora cilíndrica para aumentar sus capacidades de internas. Una rectificadora cilíndrica permite a los fabricantes lograr tolerancias muy estrechas y acabados superficiales de precisión que no suelen conseguirse con centros de torneado o tornos estándar. Además, una máquina rectificadora cilíndrica de gama alta en el equipamiento de un taller, puede ser un punto de gran valor diferencial para los clientes que buscan un nuevo proveedor.
Para los talleres que han subcontratado las operaciones de rectificado en el pasado, la adquisición de una máquina rectificadora cilíndrica les brinda la oportunidad de realizar este proceso crítico en sus propias instalaciones. Además de mejorar el control sobre el producto final, esto les permite acortar los plazos de entrega y aumentar la rentabilidad.